Quy Trình Sản Xuất Sàn Gỗ Công Nghiệp Chi Tiết
Sàn gỗ công nghiệp không đơn thuần là những tấm gỗ ép phủ vân trang trí. Đằng sau mỗi tấm ván là một dây chuyền sản xuất hiện đại gồm nhiều công đoạn như nghiền sợi gỗ, ép lõi HDF ở nhiệt độ và áp suất cao, phủ lớp trang trí, phủ chống mài mòn và gia công hèm khóa chính xác.
Bài viết dưới đây sẽ phân tích chi tiết toàn bộ quy trình sản xuất sàn gỗ công nghiệp từ A-Z, đồng thời giải thích những thông số kỹ thuật và tiêu chuẩn chất lượng quan trọng giúp bạn đánh giá đúng độ bền, khả năng chống nước và mức độ an toàn của sản phẩm.
Tổng quan quy trình sản xuất sàn gỗ công nghiệp

Sàn gỗ công nghiệp không phải là gỗ tự nhiên nguyên khối mà là vật liệu nhiều lớp, được tạo thành từ lõi HDF ép mật độ cao kết hợp với lớp giấy trang trí, lớp chống mài mòn và lớp cân bằng ở mặt dưới.
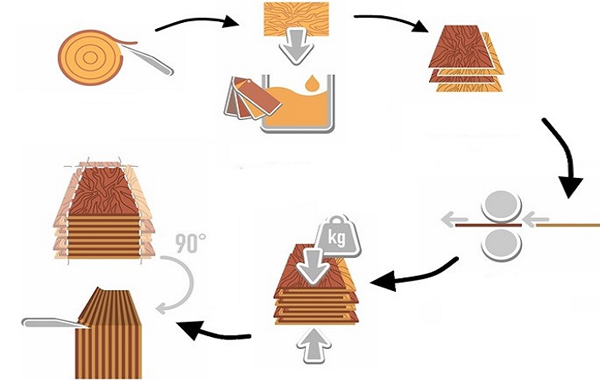
Toàn bộ quy trình sản xuất có thể chia thành 3 giai đoạn chính:
- Giai đoạn 1 (Sản xuất lõi HDF): Biến gỗ nguyên liệu thành tấm cốt HDF có mật độ cao và độ ổn định tốt.
- Giai đoạn 2 (Phủ bề mặt Laminate): Ép lớp trang trí, lớp chống mài mòn và lớp cân bằng lên tấm HDF.
- Giai đoạn 3 (Hoàn thiện sản phẩm): Cắt ván theo kích thước, phay hèm khóa, kiểm định chất lượng và đóng gói.
Mặc dù mỗi nhà máy có thể sử dụng công nghệ và tiêu chuẩn kiểm soát chất lượng khác nhau, quy trình sản xuất sàn gỗ công nghiệp trên thế giới về cơ bản đều tuân theo cùng một nguyên lý kỹ thuật: tạo lõi HDF từ sợi gỗ, phủ các lớp laminate và gia công hoàn thiện trước khi đóng gói.
Tổng cộng, một dây chuyền hiện đại thường bao gồm khoảng 14 công đoạn. Chất lượng ở từng bước sản xuất sẽ quyết định trực tiếp đến độ bền, khả năng chống nước, khả năng chống trầy xước và mức độ an toàn của sản phẩm khi đưa vào sử dụng.
Nguyên liệu đầu vào trong sản xuất sàn gỗ công nghiệp gồm những gì?
Trước khi đi vào các công đoạn sản xuất, cần hiểu rõ những nguyên liệu chính tạo nên một tấm sàn gỗ công nghiệp và vai trò của từng thành phần:
- Gỗ rừng trồng: Chủ yếu là gỗ bạch đàn, gỗ thông hoặc gỗ keo các loại gỗ mọc nhanh, có sợi dài và đồng đều. Các nhà máy uy tín thường sử dụng gỗ có chứng nhận FSC đảm bảo khai thác bền vững.
- Keo Urea-Formaldehyde (UF) hoặc Melamine-Formaldehyde (MF): Đây là chất kết dính giúp liên kết các sợi gỗ thành tấm HDF. Keo càng chất lượng và quy trình sản xuất càng được kiểm soát chặt chẽ thì lượng Formaldehyde phát thải càng thấp, giúp sàn an toàn hơn cho môi trường sống trong nhà.
- Parafin (Wax): Chất chống ẩm được trộn vào sợi gỗ trước khi ép, giúp tấm HDF hạn chế hút nước.
- Giấy trang trí (Decorative Paper): Giấy đặc biệt được in hoa văn vân gỗ, vân đá bằng công nghệ in kỹ thuật số độ phân giải cao.
- Lớp phủ nhôm oxit (Aluminum Oxide — Al₂O₃): Lớp phủ trong suốt cực cứng, quyết định khả năng chống mài mòn bề mặt (xếp hạng AC3, AC4, AC5).
- Giấy cân bằng (Backing Paper): Lớp dưới cùng của tấm ván, giúp chống cong vênh và cân bằng ứng suất.
Chi tiết 14 bước trong quy trình sản xuất sàn gỗ công nghiệp
Để bạn dễ hình dung toàn bộ quy trình trước khi đi vào từng công đoạn chi tiết, dưới đây là bảng tóm tắt 14 bước chính trong dây chuyền sản xuất sàn gỗ công nghiệp hiện đại. Mỗi bước đều ảnh hưởng trực tiếp đến độ bền, khả năng chống nước, khả năng chống trầy xước và mức độ an toàn của sản phẩm cuối cùng.
| Bước | Công đoạn | Mục đích chính |
|---|---|---|
| Giai đoạn 1 — Sản xuất tấm lõi HDF | ||
| 1 | Khai thác và tuyển chọn gỗ | Đảm bảo nguồn gỗ rừng trồng đạt chuẩn FSC |
| 2 | Bóc vỏ cây | Loại bỏ tạp chất ảnh hưởng chất lượng sợi gỗ |
| 3 | Băm dăm gỗ | Cắt gỗ thành dăm kích thước đồng đều 20-30mm |
| 4 | Nghiền sợi gỗ | Tách dăm thành sợi gỗ mịn bằng máy nghiền đĩa |
| 5 | Sấy khô sợi gỗ | Giảm độ ẩm xuống 8-12% để chuẩn bị ép |
| 6 | Trộn keo và phụ gia | Liên kết sợi gỗ, bổ sung chống ẩm và chống mối |
| 7 | Trải thảm sợi | Rải đều sợi gỗ thành lớp thảm trên băng chuyền |
| 8 | Ép nhiệt thành tấm HDF | Ép ở 180-220°C tạo tấm lõi mật độ 850-950 kg/m³ |
| 9 | Làm nguội và ổn định | Cân bằng độ ẩm, giải phóng ứng suất nội |
| 10 | Chà nhám và hiệu chuẩn | Tạo bề mặt phẳng, sai số độ dày chỉ ± 0.1mm |
| Giai đoạn 2 — Phủ bề mặt Laminate | ||
| 11 | Phủ giấy trang trí và lớp chống mài mòn | Tạo vân gỗ và phủ nhôm oxit Al₂O₃ chống xước |
| 12 | Ép bề mặt Laminate | Ép nhiệt áp suất cao liên kết các lớp với lõi HDF |
| Giai đoạn 3 — Hoàn thiện sản phẩm | ||
| 13 | Cắt ván và phay hèm khóa | Cắt theo kích thước chuẩn, phay hèm khóa chính xác |
| 14 | Kiểm định và đóng gói | Kiểm tra chất lượng, dán nhãn và đóng gói xuất xưởng |
👉 Vuốt ngang để xem đầy đủ bảng trên điện thoại
Dưới đây là phân tích chi tiết từng bước:
Giai đoạn 1: sản xuất tấm lõi HDF
Bước 1: Khai thác và tuyển chọn gỗ nguyên liệu

Gỗ được thu mua từ các vùng rừng trồng công nghiệp và không sử dụng gỗ rừng tự nhiên. Sau khi khai thác, gỗ được phân loại theo đường kính thân, loại bỏ các khúc gỗ bị mục, sâu bệnh hoặc có tỷ lệ lõi mềm quá cao.
Nhiều nhà máy theo tiêu chuẩn quốc tế ưu tiên sử dụng gỗ có chứng nhận FSC hoặc PEFC giúp đảm bảo nguồn gốc khai thác bền vững và có thể truy xuất.
Bước 2: Bóc vỏ
Khúc gỗ được đưa qua máy bóc vỏ trống quay . Lớp vỏ cây được tách ra hoàn toàn vì vỏ chứa nhiều tạp chất, tanin và khoáng chất có thể ảnh hưởng đến màu sắc và chất lượng liên kết sợi gỗ trong quá trình ép. Vỏ cây sau khi bóc không bị bỏ đi mà được thu gom làm nhiên liệu đốt lò hơi cho nhà máy, tận dụng tối đa nguyên liệu.
Bước 3: Băm dăm
Gỗ đã bóc vỏ được đưa vào máy băm dăm công nghiệp, cắt thành các mảnh dăm gỗ có kích thước đồng đều, thường khoảng 20-30mm. Kích thước dăm đồng đều rất quan trọng vì ảnh hưởng trực tiếp đến chất lượng sợi gỗ ở bước tiếp theo.
Dăm gỗ sau đó được rửa sạch bằng nước để loại bỏ cát, đất và tạp chất lẫn trong quá trình khai thác, vận chuyển.
Bước 4: Nghiền sợi
Đây là công đoạn cốt lõi quyết định chất lượng tấm HDF. Dăm gỗ được hấp trong nồi áp suất khoảng ở nhiệt độ 160-180°C để làm mềm lignin (chất kết dính tự nhiên trong gỗ). Sau đó, dăm gỗ được đưa vào máy nghiền đĩa để tách thành các sợi gỗ cực mịn.
Chất lượng sợi gỗ ở bước này quyết định mật độ và độ bền cơ học của tấm HDF thành phẩm. Sợi gỗ nghiền quá thô sẽ khiến tấm HDF có bề mặt ráp, mật độ không đều còn nếu sợi gỗ nghiền quá mịn sẽ tốn nhiều keo hơn và tăng chi phí sản xuất.
Bước 5: Sấy khô sợi gỗ

Sợi gỗ sau khi nghiền có độ ẩm rất cao trên 50% được đưa qua hệ thống ống sấy khí nóng để giảm độ ẩm xuống còn khoảng 8-12%. Nhiệt độ sấy thường từ 150-170°C.
Việc kiểm soát độ ẩm ở bước này rất quan trọng bởi nếu sợi quá ẩm, tấm HDF sẽ bị phồng rộp khi ép và nếu sợi quá khô, keo sẽ không liên kết tốt và tấm HDF dễ bị bở, mủn.
Bước 6: Trộn keo và phụ gia

Sợi gỗ khô được trộn đều với keo UF hoặc MF cùng các phụ gia trong máy trộn chuyên dụng, tùy từng nơi sản xuất sẽ dụng các loại keo khác nhau:
- Keo Urea-Formaldehyde: Phổ biến nhất, giá thành thấp. Sản phẩm đạt tiêu chuẩn E1 (phát thải Formaldehyde ≤ 0.124 mg/m³).
- Keo Melamine-Formaldehyde hoặc MDI: Chi phí cao hơn nhưng cho mức phát thải cực thấp. Sản phẩm đạt tiêu chuẩn E0 (phát thải ≤ 0.05 mg/m³) hoặc thậm chí CARB2 (tiêu chuẩn California).
- Parafin: Trộn thêm để tăng khả năng chống ẩm cho tấm HDF.
- Chất chống mối mọt: Một số nhà máy bổ sung chất chống mối sinh học để tăng độ bền cho sản phẩm sử dụng tại vùng nhiệt đới.
Bước 7: Trải thảm sợi
Hỗn hợp sợi gỗ đã trộn keo được rải đều thành lớp thảm trên băng chuyền bằng máy trải sợi cơ khí. Độ dày và mật độ của lớp thảm được kiểm soát tự động bằng cảm biến laser để đảm bảo đồng đều trên toàn bộ bề mặt. Nếu thảm sợi không đồng đều sẽ dẫn đến tấm HDF có vùng mật độ cao, vùng mật độ thấp gây cong vênh và giảm tuổi thọ sản phẩm.
Bước 8: Ép nhiệt thành tấm HDF

Đây là công đoạn quan trọng nhất trong toàn bộ quy trình sản xuất. Thảm sợi gỗ được đưa vào máy ép nhiệt liên tục hoặc máy ép đa tầng, nơi các sợi gỗ được nén dưới nhiệt độ và áp suất rất cao để tạo thành tấm HDF có mật độ lớn và độ cứng vượt trội.
Chất lượng của tấm HDF phụ thuộc trực tiếp vào việc kiểm soát ba thông số kỹ thuật quan trọng nhất: nhiệt độ, áp suất và thời gian ép.
Thông số vận hành điển hình:
- Nhiệt độ: 180–220°C
- Áp suất: 30–50 kg/cm²
- Thời gian ép: 10–20 giây cho mỗi milimét độ dày
Dưới tác động của nhiệt độ và áp suất cao, keo đóng rắn và liên kết chặt chẽ các sợi gỗ thành một khối đồng nhất. Tấm HDF thành phẩm thường đạt mật độ khoảng 850–950 kg/m³ cao hơn đáng kể so với nhiều loại gỗ tự nhiên thông dụng, nhờ đó có độ cứng cao, khả năng chịu lực tốt và ổn định kích thước hơn trong quá trình sử dụng.
Tìm hiểu thêm: Công nghệ ép nóng HDF bí mật độ bền của sàn gỗ công nghiệp
Bước 9: Làm nguội và ổn định
Sau khi ra khỏi máy ép, tấm HDF vẫn còn ở nhiệt độ rất cao và bên trong tồn tại ứng suất nội do các sợi gỗ vừa trải qua quá trình nén mạnh dưới áp suất lớn. Nếu tiếp tục gia công ngay, tấm ván có thể bị biến dạng khi nhiệt độ và độ ẩm chưa kịp ổn định.
Vì vậy, tấm HDF trước tiên được làm nguội từ từ bằng hệ thống quạt gió công nghiệp. Sau đó, các tấm ván được lưu kho trong khoảng 2–3 ngày để nhiệt độ, độ ẩm và ứng suất bên trong phân bố lại đồng đều giữa lõi và bề mặt.
Bước ổn định này giúp tấm HDF đạt trạng thái cân bằng trước khi chuyển sang công đoạn cắt và gia công hèm khóa. Nếu bỏ qua hoặc rút ngắn quá mức, tấm ván có thể bị cong vênh, nứt mép hoặc thay đổi kích thước sau khi hoàn thiện.
Bước 10: Chà nhám và hiệu chuẩn độ dày
Sau khi tấm HDF đã ổn định hoàn toàn, bề mặt của nó vẫn chưa đạt độ phẳng và độ dày tuyệt đối cần thiết để ép các lớp Laminate ở công đoạn tiếp theo. Chỉ cần độ dày chênh lệch rất nhỏ, hèm khóa sau này có thể bị lệch và mặt sàn khi lắp đặt sẽ không còn phẳng đều.
Vì vậy, tấm HDF được đưa qua hệ thống máy chà nhám công nghiệp để làm phẳng bề mặt và hiệu chuẩn độ dày trên toàn bộ tấm ván. Sai số cho phép thường chỉ khoảng ±0,1 mm.
Bề mặt sau khi chà nhám phải đạt độ mịn đồng đều để giấy trang trí và lớp phủ chống mài mòn bám dính chắc chắn trong quá trình ép nhiệt. Nếu bề mặt quá ráp hoặc độ dày không đồng nhất, lớp phủ có thể bị nhăn, xuất hiện bọt khí hoặc giảm độ bền liên kết.
Giai đoan 2: phủ bề mặt Laminate

Sau khi tấm HDF đã được hoàn thiện với độ dày và độ phẳng chính xác, bước tiếp theo là tạo nên lớp bề mặt quyết định vẻ đẹp và khả năng chống mài mòn của sản phẩm. Đây là giai đoạn biến một tấm ván cốt gỗ đơn thuần thành sàn gỗ công nghiệp hoàn chỉnh với hoa văn vân gỗ, khả năng chống trầy xước và độ bền sử dụng thực tế.
Hai công đoạn quan trọng nhất trong giai đoạn này là xếp các lớp vật liệu bề mặt và ép nhiệt để chúng liên kết vĩnh viễn với lõi HDF.
Bước 11: Phủ giấy trang trí và lớp chống mài mòn
Sau khi tấm HDF đã được chà nhám và hiệu chuẩn, bước tiếp theo là phủ các lớp bề mặt tạo nên vẻ đẹp và độ bền cho sản phẩm. Đây là công đoạn biến một tấm ván cốt gỗ thô thành sản phẩm sàn hoàn chỉnh.
Các lớp được xếp chồng theo thứ tự từ dưới lên trên:
- Lớp cân bằng: Được đặt dưới cùng tấm HDF, lớp giấy melamine này có tác dụng chống ẩm từ nền bốc lên và cân bằng ứng suất giữa mặt trên và mặt dưới tấm ván, ngăn ngừa cong vênh. Nếu thiếu lớp cân bằng hoặc lớp cân bằng chất lượng kém, ván sàn sẽ bị cong lên hoặc cong xuống theo thời gian.
- Lớp giấy trang trí: Đặt trên bề mặt tấm HDF, đây là lớp tạo ra hoa văn vân gỗ, vân đá mà mắt thường nhìn thấy. Giấy trang trí thường được in bằng công nghệ in ống đồng công nghiệp hoặc in kỹ thuật số với độ phân giải cao, tái tạo được các đường vân gỗ tự nhiên rất chân thực.
- Lớp phủ nhôm oxit: Được đặt trên cùng, phủ lên lớp giấy trang trí. Đây là lớp quyết định khả năng chống mài mòn, chống trầy xước của bề mặt sàn. Hạt nhôm oxit cực cứng (độ cứng Mohs 9, chỉ sau kim cương) được phân tán đều trong lớp phủ melamine trong suốt.
Xem thêm: Cấu tạo lớp bảo vệ quyết định khả năng chống trầy xước của sàn gỗ
Bước 12: Ép bề mặt Laminate
Sau khi các lớp vật liệu đã được chuẩn bị đầy đủ, chúng cần được liên kết thành một khối thống nhất với lõi HDF. Đây là công đoạn quyết định độ bền liên kết giữa các lớp, khả năng chống trầy xước và độ ổn định của bề mặt trong suốt quá trình sử dụng.
Toàn bộ các lớp gồm lớp cân bằng, tấm HDF, giấy trang trí và lớp phủ chứa nhôm oxit được xếp chồng theo đúng thứ tự, sau đó đưa vào máy ép nhiệt áp suất cao để liên kết vĩnh viễn thành một tấm ván hoàn chỉnh.
Có hai công nghệ ép bề mặt phổ biến hiện nay:
DPL (Direct Pressure Laminate)
Tất cả các lớp được ép trực tiếp lên tấm HDF trong một lần ép duy nhất. Đây là công nghệ được sử dụng phổ biến nhất nhờ năng suất cao và chi phí sản xuất hợp lý.
Thông số vận hành điển hình:
- Nhiệt độ: khoảng 180–200°C
- Áp suất: khoảng 20–30 kg/cm²
- Thời gian ép: khoảng 20–30 giây
HPL (High Pressure Laminate)
Lớp bề mặt được ép riêng thành một tấm laminate cứng dưới áp suất rất cao, sau đó mới dán lên tấm HDF. Công nghệ này tạo ra bề mặt có độ cứng và khả năng chống mài mòn cao hơn, nhưng chi phí sản xuất cũng lớn hơn đáng kể. HPL thường chỉ xuất hiện ở các dòng sàn cao cấp.
Sau khi ép xong, tấm ván tiếp tục được làm nguội và ổn định trong khoảng 24–48 giờ để lớp bề mặt và lõi HDF đạt trạng thái liên kết ổn định trước khi chuyển sang giai đoạn hoàn thiện.
Giai đoạn 3: hoàn thiện sản phẩm

Sau khi tấm ván đã được ép hoàn chỉnh với đầy đủ các lớp bề mặt, sản phẩm vẫn cần trải qua các công đoạn gia công cơ khí và kiểm định chất lượng trước khi được xuất xưởng. Đây là giai đoạn quyết định độ chính xác của hệ thống hèm khóa, khả năng lắp ghép thực tế và mức độ đồng đều giữa các lô sản phẩm.
Hai công đoạn cuối cùng gồm cắt ván và phay hèm khóa, sau đó là kiểm tra chất lượng toàn diện trước khi đóng gói.
Bước 13: Cắt ván và phay hèm khóa
Sau khi bề mặt Laminate đã được liên kết hoàn chỉnh với lõi HDF, tấm ván vẫn còn ở dạng khổ lớn và chưa thể sử dụng trực tiếp. Giai đoạn tiếp theo là gia công cơ khí với độ chính xác rất cao để tạo ra từng thanh ván có kích thước tiêu chuẩn và hệ thống hèm khóa cho phép các tấm sàn liên kết chặt chẽ với nhau khi lắp đặt.
Tấm ván lớn được đưa vào dây chuyền cắt tự động để chia thành từng thanh theo kích thước tiêu chuẩn. Các kích thước phổ biến trên thị trường hiện nay gồm:
- Độ dày: 8 mm hoặc 12 mm (một số dòng có 10 mm)
- Chiều rộng: 190–195 mm hoặc 220–240 mm đối với dòng wide plank
- Chiều dài: 1.200–1.380 mm
Sau khi cắt, các cạnh ván được gia công bằng máy phay CNC để tạo hệ thống hèm khóa. Đây là công đoạn quyết định trực tiếp đến độ kín khít, khả năng lắp ghép và độ ổn định của mặt sàn sau khi thi công.
Một số thiết kế hèm khóa phổ biến hiện nay tùy theo công nghệ của từng nhà sản xuất:
- Hèm khóa 1G (Drop-Lock)
- Hèm khóa 2G (Unilin Click)
- Hèm khóa 5G (Fold-Down)
Sai số gia công hèm khóa thường chỉ vào khoảng ±0,05 mm. Nếu độ chính xác không đạt yêu cầu, các tấm ván có thể lắp không khít, xuất hiện khe hở hoặc gãy hèm trong quá trình sử dụng.
Tham khảo bài viết: Hướng dẫn thi công sàn gỗ công nghiệp chuẩn kỹ thuật
Bước 14: Kiểm định chất lượng và đóng gói
Trước khi được đưa ra thị trường, mỗi lô sản phẩm phải trải qua hàng loạt phép thử nhằm xác nhận rằng các thông số kỹ thuật và tiêu chuẩn an toàn đều đạt yêu cầu. Đây là bước cuối cùng nhưng có ý nghĩa quyết định, bởi nó đảm bảo sản phẩm thực tế phù hợp với những thông số mà nhà sản xuất công bố.
Các hạng mục kiểm tra phổ biến bao gồm:
- Kiểm tra kích thước: Đo chiều dài, chiều rộng, độ dày và độ vuông góc.
- Kiểm tra hèm khóa: Lắp thử ngẫu nhiên để đánh giá độ kín khít.
- Kiểm tra bề mặt: Phát hiện lỗi in, bọt khí hoặc trầy xước.
- Thử nghiệm chống mài mòn: Xác định cấp độ AC.
- Thử nghiệm trương nở: Đánh giá khả năng ổn định khi tiếp xúc nước.
- Đo phát thải Formaldehyde: Xác nhận mức phát thải đạt E1, E0 hoặc các tiêu chuẩn tương đương.
Chỉ những lô hàng đạt toàn bộ yêu cầu kiểm định mới được đóng gói trong bao bì carton chống ẩm và xuất xưởng. Bao bì thường ghi đầy đủ các thông số như độ dày, cấp độ AC, tiêu chuẩn phát thải và diện tích phủ của mỗi hộp.
Quy trình sản xuất ảnh hưởng thế nào đến chất lượng sàn gỗ?

Nhiều khách hàng khi mua sàn gỗ công nghiệp thường chỉ quan tâm đến màu sắc vân gỗ và giá thành trên mỗi mét vuông. Tuy nhiên, đằng sau một tấm ván sàn đẹp mắt là cả một dây chuyền công nghệ phức tạp. Chính sự khác biệt trong từng công đoạn sản xuất mới là yếu tố cốt lõi quyết định sàn nhà bạn sẽ bền đẹp được 5 năm hay 20 năm.
Dưới đây là mối liên hệ trực tiếp giữa quy trình kỹ thuật tại nhà máy và lợi ích thực tế bạn nhận được khi sử dụng:
Khả năng chịu lực của sàn gỗ phụ thuộc trực tiếp vào chất lượng lõi HDF
Lõi HDF là xương sống của tấm ván. Nếu nhà máy sử dụng máy ép công suất thấp, lực nén không đủ, tấm HDF sẽ xốp, rỗng và nhẹ thường thấp hơn khoảng 800 kg/m³.
Hậu quả thực tế: Khi bạn kê tủ quần áo lớn, piano hay giường gỗ nguyên khối, chân đồ vật sẽ từ từ lún xuống, làm lõm bề mặt sàn. Lõi xốp cũng dễ bị nứt gãy khi chịu tác động mạnh. Ngược lại, quy trình ép chuẩn áp suất cao tạo ra lõi HDF đặc chắc (trên 850 kg/m³), giúp sàn chịu tải trọng tĩnh tốt hơn và ổn định hơn trong quá trình sử dụng.
Khả năng chống ẩm của lõi gỗ phụ thuộc vào Parafin và phụ gia kháng nước
Gỗ tự nhiên bản chất là hút nước. Để biến sợi gỗ thành vật liệu chống ẩm, nhà máy phải trộn sáp Parafin và các phụ gia kháng nước vào thảm sợi trước khi ép nhiệt. Hậu quả thực tế, sàn gỗ giá rẻ thường cắt giảm lượng Parafin để hạ giá thành. Khi thời tiết nồm ẩm hoặc vô tình đổ nước ra nhà chưa kịp lau, nước sẽ nhanh chóng ngấm qua khe hèm, làm lõi gỗ trương nở, đẩy bề mặt sàn phồng rộp lên (gọi là hiện tượng đội mép). Tỷ lệ trộn Parafin chuẩn xác trong quy trình sản xuất là một trong những yếu tố quan trọng giúp lõi HDF hạn chế hút ẩm.
Độ bền và khả năng chống trầy xước của bề mặt phụ thuộc vào lớp phủ Aluminum Oxide
Khả năng chống trầy xước của sàn gỗ công nghiệp phụ thuộc chủ yếu vào lớp phủ bảo vệ trong suốt ở bề mặt. Lớp phủ này thường được gia cường bằng các hạt nhôm oxit (Al₂O₃), một vật liệu có độ cứng rất cao và khả năng chống mài mòn tốt.
Nếu lớp phủ quá mỏng hoặc hàm lượng nhôm oxit không đủ, bề mặt sàn sẽ dễ xuất hiện các vết xước nhỏ trong quá trình sử dụng hằng ngày, chẳng hạn khi kéo ghế, trẻ em chơi đồ chơi hoặc thú cưng di chuyển trên sàn.
Ngược lại, những sản phẩm đạt cấp độ chống mài mòn AC4 hoặc AC5 thường duy trì bề mặt ổn định và ít trầy xước hơn trong thời gian dài, đặc biệt ở những khu vực có tần suất đi lại cao.
Độ kín khít của hèm khóa ảnh hưởng trực tiếp đến độ ổn định của mặt sàn
Hệ thống hèm khóa không chỉ giúp các tấm ván liên kết với nhau mà còn đóng vai trò quan trọng trong việc hạn chế bụi bẩn và hơi ẩm xâm nhập xuống lõi HDF. Vì vậy, độ chính xác của công đoạn phay hèm khóa có ảnh hưởng trực tiếp đến chất lượng lắp đặt và độ bền lâu dài của sản phẩm.
Sau khi cắt ván theo kích thước tiêu chuẩn, các cạnh được gia công bằng máy phay CNC với độ chính xác rất cao để tạo nên các rãnh khóa khớp chặt với nhau.
Nếu hèm khóa được gia công không đồng đều do dao phay mòn hoặc thiết bị không được hiệu chuẩn tốt, các tấm ván có thể xuất hiện khe hở nhỏ sau khi lắp đặt. Trong quá trình sử dụng, những khe hở này dễ gây tiếng kêu khi bước đi và làm tăng nguy cơ bụi bẩn hoặc hơi ẩm thâm nhập vào lõi gỗ.
Mức độ ổn định và an toàn của sản phẩm phụ thuộc vào quy trình kiểm định chất lượng
Sau khi hoàn tất toàn bộ các công đoạn sản xuất, mỗi lô sàn gỗ vẫn cần trải qua quá trình kiểm định chất lượng trước khi được đóng gói và xuất xưởng. Đây là bước nhằm phát hiện các sản phẩm không đạt yêu cầu về kích thước, độ kín khít của hèm khóa, khả năng chống mài mòn và mức phát thải Formaldehyde.
Nếu quy trình kiểm định không được thực hiện đầy đủ, những sản phẩm có lỗi kỹ thuật hoặc mức phát thải vượt ngưỡng cho phép vẫn có thể được đưa ra thị trường. Trong quá trình sử dụng, điều này có thể làm giảm độ ổn định của mặt sàn và ảnh hưởng đến chất lượng không khí trong nhà.
Ngược lại, các nhà máy áp dụng hệ thống kiểm soát chất lượng nghiêm ngặt và tuân thủ các tiêu chuẩn quốc tế như EN 13329, E1 hoặc E0 thường mang lại mức độ đồng đều cao hơn và giúp người dùng yên tâm hơn về độ an toàn của sản phẩm.
Đọc thêm bài viết tham khảo: Sàn gỗ công nghiệp có độc không?
Kết luận
Quy trình sản xuất sàn gỗ công nghiệp bao gồm nhiều công đoạn kỹ thuật liên tiếp, từ xử lý gỗ nguyên liệu, ép lõi HDF mật độ cao, phủ bề mặt Laminate cho đến gia công hèm khóa và kiểm định chất lượng trước khi xuất xưởng. Mỗi bước đều ảnh hưởng trực tiếp đến khả năng chịu lực, chống ẩm, chống trầy xước và mức độ an toàn của sản phẩm.
Vì vậy, khi lựa chọn sàn gỗ công nghiệp, bạn không nên chỉ quan tâm đến màu sắc hay giá bán. Những yếu tố như mật độ lõi HDF, cấp độ chống mài mòn AC, tiêu chuẩn phát thải Formaldehyde (E1, E0) và chất lượng hèm khóa mới là nền tảng quyết định độ bền thực tế của mặt sàn.
Hiểu rõ quy trình sản xuất sẽ giúp bạn đánh giá chính xác hơn chất lượng sản phẩm và lựa chọn được loại sàn phù hợp với nhu cầu sử dụng cũng như ngân sách của mình.
Xem thêm: Báo giá sàn gỗ công nghiệp mới nhất